Cone Crusher Parts Price 2026 – Quick Overview
Honestly speaking, when buyers ask “how much does a cone crusher mantle cost?”, the answer is almost always: it depends — and that’s not a cop-out. In real cases, prices swing from a few hundred dollars to several thousand for what looks like the same part on paper.
Here’s where the market sits in 2026:
- Cone mantle price: roughly $800 – $4,500 for standard sizes; larger or custom alloy mantles can exceed $6,000
- Cone concave price: typically $600 – $3,800 per set; premium hard-rock grades push to $5,500+
- Bowl liner price: usually $500 – $2,800, depending on diameter and material grade
The gap is that wide because material grade, casting quality, heat treatment, and whether you’re buying OEM or aftermarket all stack on top of each other. A high-manganese mantle from a reliable aftermarket foundry and an OEM equivalent might perform identically — or worlds apart. The purchase price alone tells you almost nothing.
The number you see on a quote is just the entry ticket. The real cost is measured per ton of material crushed — and that changes everything about how you should be comparing suppliers.
Main Types of Cone Crusher Parts and Their Prices
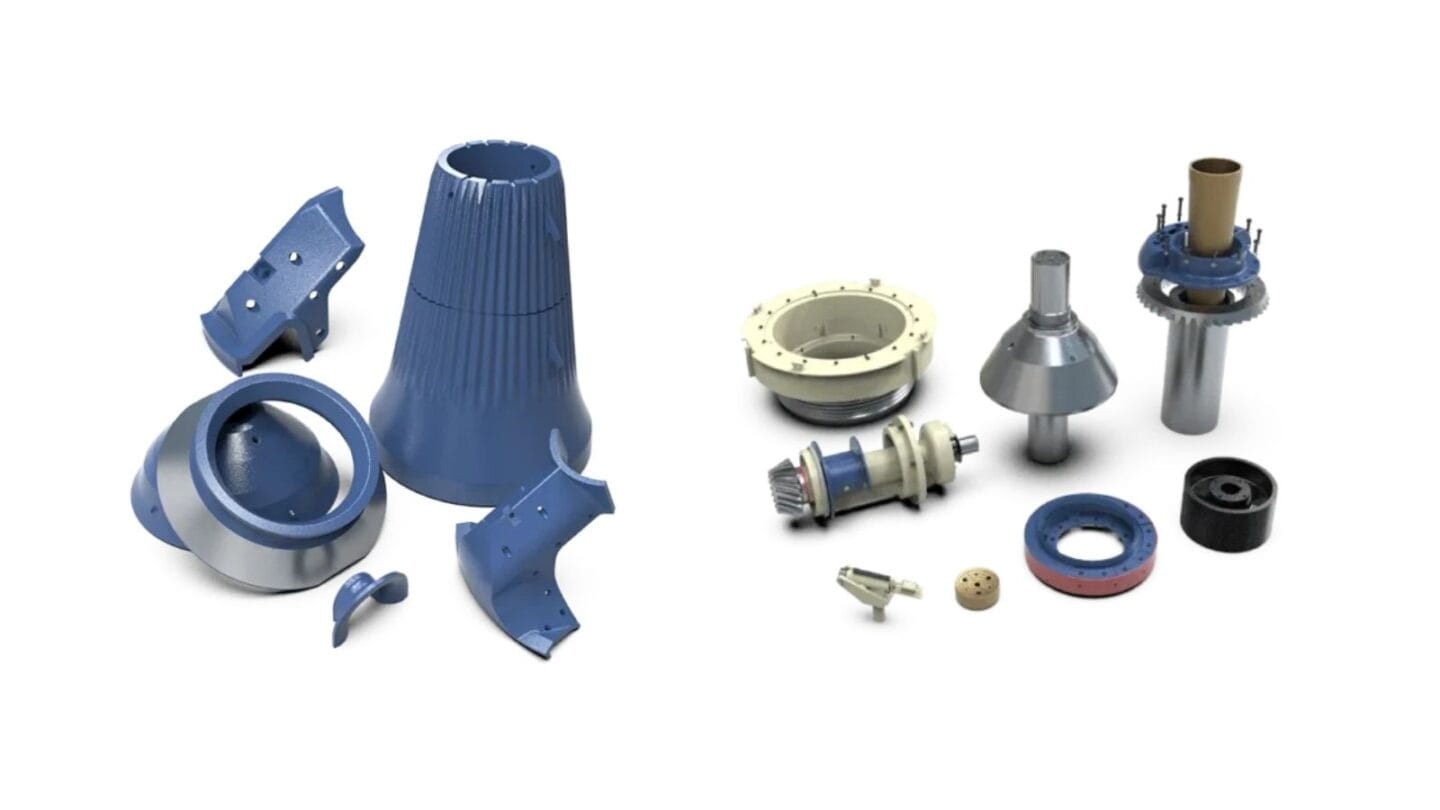
I’ve seen customers confuse mantle and concave at first — it’s understandable since they work as a matched pair. Here’s how each one breaks down:
Mantle
The mantle is the inner crushing surface — it rotates and does most of the impact work. Because it takes direct, repeated loading, it typically wears faster than the concave in softer materials. Price range in 2026: $800 – $4,500+. Larger crusher models (HP500, CH870, etc.) naturally sit at the top end. Alloy steel mantles for hard abrasive rock can push past $6,000 for large platforms.
Concave
The concave is the outer, stationary crushing surface that the mantle works against. In harder, more abrasive applications, the concave often wears faster. Price range: $600 – $3,800 per set for standard sizes. Some suppliers sell the mantle and concave as a matched set — this can offer better pricing if wear rates in your application are similar for both.
Bowl Liner
The bowl liner holds the concave segments in position and affects how evenly wear distributes. Liner pricing overlaps with concave pricing in most quotes: $500 – $2,800 depending on the machine model, liner profile (coarse, medium, fine), and material. One thing worth noting: mismatched liner profiles relative to your feed size are a fast way to burn through parts prematurely — regardless of price.
Price Comparison Table (2026 Updated)
The table below covers typical market pricing across part types, material grades, and estimated service life under standard quarry conditions. Use this as a calibration baseline, not a purchase order.
| Part Type | Material Grade | Price Range (USD) | Est. Lifespan | Best For |
|---|---|---|---|---|
| Mantle | High Mn (Mn14Cr2) | $800 – $1,800 | 4–8 weeks | Aggregate / Soft stone |
| Mantle | High Mn (Mn18Cr2) | $1,200 – $2,800 | 6–12 weeks | Quarry / General use |
| Mantle | Alloy Steel | $2,500 – $4,500+ | 8–16 weeks | Granite / Hard rock mining |
| Concave | High Mn (Mn14Cr2) | $600 – $1,600 | 4–8 weeks | Aggregate / Soft stone |
| Concave | High Mn (Mn18Cr2) | $1,000 – $2,400 | 6–12 weeks | Quarry / General use |
| Concave | Alloy Steel | $2,200 – $3,800+ | 10–20 weeks | Abrasive / Mining |
| Bowl Liner | High Mn (Mn18Cr2) | $500 – $1,800 | 6–10 weeks | Standard quarry |
| Bowl Liner | Alloy / Custom | $1,600 – $2,800+ | 10–18 weeks | Hard / Abrasive rock |
One insight that doesn’t show up in a table: cheaper parts often cost more per ton. If a $900 mantle lasts 4 weeks and a $2,200 alloy mantle lasts 14 weeks in the same application, the math favors the expensive part — significantly — once you factor in downtime and change-out labor.
What Affects Cone Crusher Parts Price?
1. Material (High Manganese vs. Alloy vs. Ceramic Insert)
Don’t be fooled by “high manganese” alone. The term covers a wide spectrum. Mn14Cr2 and Mn18Cr2 are both high manganese, but they behave very differently under high-stress impact. For most quarry operations, Mn18Cr2 is the workhorse grade. For highly abrasive, competent rock like granite or iron ore, alloy steel liners — despite their higher upfront cost — typically win on cost per ton.
Ceramic insert liners are a more niche option, appearing in very specific high-abrasion applications with pricing from $4,000 to $8,000+. Most operations won’t benefit from them.
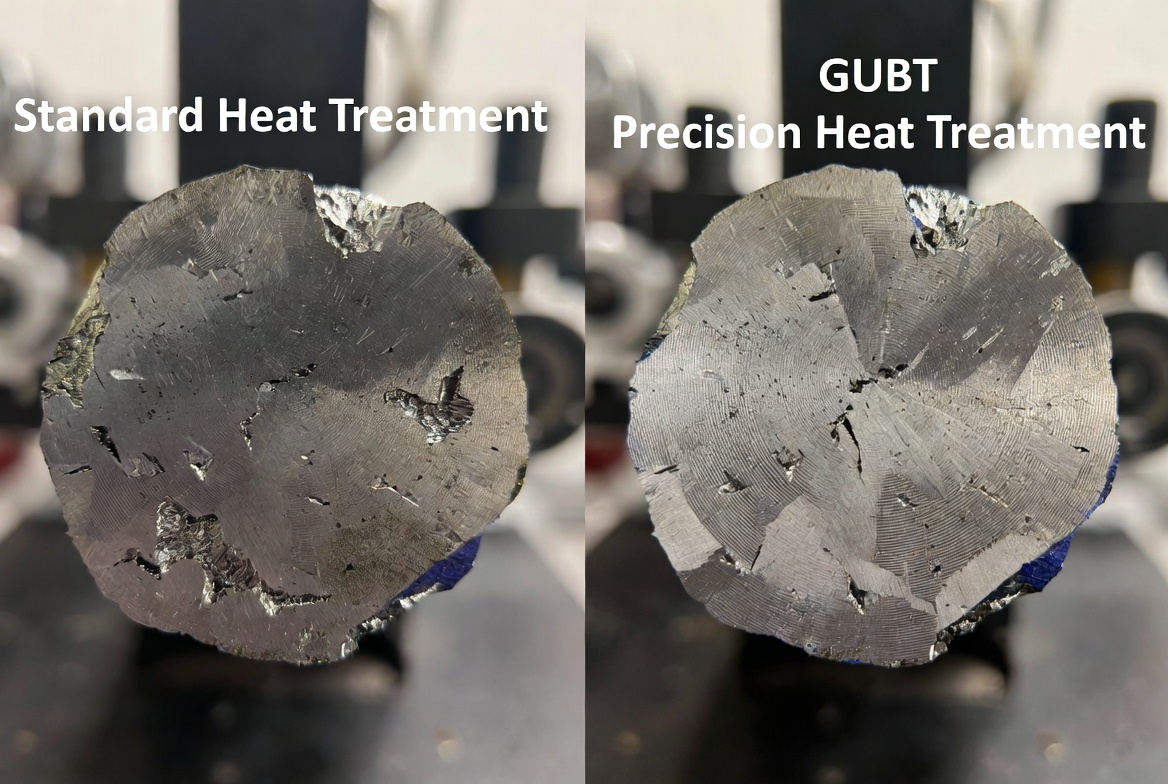
2. Manufacturing Process
Same material, different process — different lifespan. I’ve seen parts fail early just because of poor heat treatment. Two mantles cast from Mn18Cr2 can have very different wear lives if one went through a controlled solution treatment and the other was heat-treated inconsistently. Ask suppliers for their heat treatment protocols. If they can’t answer clearly, that’s a red flag. Casting method also affects dimensional accuracy and microstructure uniformity, both of which affect how evenly the part wears in service.
3. OEM vs. Aftermarket Price Difference
OEM parts (Sandvik, Metso/Nordberg, Terex, etc.) typically carry a 40%–80% price premium over quality aftermarket equivalents. Most operations actually use aftermarket parts without any meaningful performance difference — provided the aftermarket supplier is using the correct material spec and manufacturing process. That said, OEM parts carry engineering certainty and sometimes better dimensional tolerance on first fit. For wear liners — mantles, concaves, bowl liners — quality aftermarket is usually the practical choice.
4. Customization & Application
Hard stone applications like granite or quartzite demand different liner geometry and material compared to softer limestone or concrete recycling. A custom liner profile designed for your specific feed gradation and crusher setting can cost 15%–30% more than a standard profile — but routinely delivers 20%–40% better wear life. In mining, where tons-per-hour targets are unforgiving, this trade-off is usually straightforward. Some specialized manufacturers focus specifically on wear life engineering for particular applications, and the difference shows in the field.
Cone Crusher Parts Price by Application (Mining, Quarry, Aggregate)
The actual cost depends more on wear rate than purchase price. Here’s how the three main industries break down:
Mining
Iron ore, copper, granite, and other hard abrasives push wear rates to the extreme. Parts need to be engineered for the specific ore — not just ordered off a standard spec sheet. Alloy steel or custom high-manganese grades are the norm, and upfront pricing reflects that. However, cost per ton is typically lower than in operations that run cheap standard-grade liners on the same material.
Quarry
Basalt, limestone, and granite make up most quarry feeds. Wear levels range from medium to high depending on silica content and rock hardness. Mn18Cr2 handles most limestone quarry work competently. Basalt and granite quarries generally benefit from moving up to alloy-grade liners, especially if they’re running secondary or tertiary stages at tighter settings.
Aggregate
River gravel, crushed concrete, and soft limestone represent lower-abrasion conditions where standard high-manganese grades perform well. Pricing is more competitive at this end of the market, and the difference between suppliers is less dramatic — though material consistency still matters for predictable wear intervals.
Cheap vs. Premium Cone Crusher Parts – Real Cost Comparison
Cheap parts are often the most expensive choice. It’s one of those things that sounds obvious until you’re looking at a quote and the price gap feels too large to ignore.
| Type | Initial Price | Lifespan (Hard Quarry) | Changes/Year | Annual Parts Cost | Downtime Impact |
|---|---|---|---|---|---|
| Budget Mn14 Mantle | $850 | ~3.5 weeks | ~15 | ~$12,750 | High (15 change-outs) |
| Alloy Steel Mantle | $2,600 | ~13–14 weeks | ~4 | ~$10,400 | Low (4 change-outs) |
The math shifts further once you factor in labor costs per change-out, crusher availability targets, and the downstream impact of unplanned stops. In operations running two or three shifts, the downtime cost often dwarfs the parts cost within a single quarter.
The most useful metric to request from any supplier isn’t the unit price — it’s their estimated cost per ton based on your application data. Reputable manufacturers can provide this. If they can’t, it tells you something important about how they operate.
How to Get the Best Price from a Cone Crusher Parts Supplier
Don’t order a large quantity blindly, especially from a new supplier. Here’s how to approach it properly:
- Ask for the material certificate. Any serious foundry can provide a chemical composition report and hardness test result for each batch. If they hesitate or can’t produce one, move on.
- Compare cost per ton, not unit price. Give potential suppliers your crusher model, material being crushed, and target throughput. Ask them to estimate wear life. Use that to calculate cost per ton for a direct comparison.
- Start with a trial batch. Order one set before committing to a full contract. Run them under your normal conditions and track wear. Most quality suppliers will agree to this — it’s how they earn long-term business.
- Distinguish manufacturer from trader. Some suppliers are foundry-direct; others are brokers sourcing from multiple casters and marking up. Both can offer quality, but a direct manufacturer has more control over consistency and can usually offer better pricing on volume.
- Negotiate on volume and lead time, not just price. If you can commit to quarterly orders and flexible delivery windows, use that as leverage. Suppliers value predictable demand and will often price more competitively for it.
Common Pricing Mistakes Buyers Make
1. Only looking at unit price. I’ve seen a customer switch to a cheaper supplier to save $300 per mantle, then spend that savings — and more — on three extra change-outs over the same period. The unit price comparison made perfect sense on paper. The real-world math didn’t.
2. Treating “high manganese” as a quality guarantee. The label doesn’t tell you the manganese percentage, chromium content, actual hardness, or heat treatment quality. Two parts labeled identically can perform like completely different materials. Always ask for the spec sheet.
3. Skipping the trial batch to save time. Understandable — procurement cycles are slow. But a trial is the only way to validate real-world performance in your specific conditions. Ordering six months of inventory from an unproven supplier based on a spec sheet alone is a gamble that rarely pays off.
4. Ignoring the liner profile for your application. Ordering a “coarse” profile when your feed is already pre-screened to a tighter gradation accelerates uneven wear. Profile selection is as important as material grade — and it costs nothing to get right.
5. Letting price drive supplier relationships instead of performance. The best outcome is a long-term relationship with a supplier who understands your operation. Constant switching to chase small price advantages costs more in qualification time, inconsistency risk, and lost institutional knowledge than it saves.
Regional Price Variance: Why Cone Crusher Parts Prices Differ by Country
When we talk about cone crusher parts price in 2026, one thing many buyers overlook is regional price variance. On the surface, a mantle or concave seems like a standard product. But in real sourcing scenarios, the same cone crusher liners price can vary significantly depending on where you buy it.
Honestly speaking, I’ve seen price differences of 20% to 60% for the same category of cone mantle parts or cone concave parts—just based on region. And this isn’t just about currency or exchange rates. There are deeper factors behind it.
Manufacturing Base (China vs Europe vs North America)
The production location plays a major role in pricing.
In regions like Asia (especially China), lower labor and manufacturing costs make aftermarket cone parts price much more competitive. This is why a large portion of global demand for high manganese cone crusher parts is fulfilled from these regions.
On the other hand, Europe and North America tend to have higher production costs. As a result, OEM cone spare parts price is usually higher. That said, higher price doesn’t always mean longer wear life—this is something many buyers realize after a few purchasing cycles.
Logistics and Shipping Costs
Shipping is one of those hidden factors that quietly changes the final cost.
Cone crusher parts like mantles and bowl liners are heavy. Transporting them internationally can increase total cost by 10% to 30%, depending on distance and shipping method.
I’ve seen buyers go for a lower cone crusher spare parts price, only to find that freight costs erased all the savings. In some cases, local sourcing actually ended up being cheaper overall.
Import Duties and Taxes
Import regulations vary widely between countries, and they directly impact the final landed price.
Some regions classify crusher wear parts under industrial consumables, which means lower duties. Others categorize them as machinery components, resulting in higher import taxes.
This affects the real cone concave price you pay—not just the quoted price from the supplier.
Application Region (Mining vs Quarry Demand)
Different regions have different usage patterns, and that also influences price.
In mining-heavy regions like Africa or South America, demand for heavy-duty, long-life liners is higher. This often drives up the price of abrasion resistant liners and mining crusher parts.
In contrast, quarry and aggregate markets (such as the US or Europe) tend to focus more on consistency and predictable performance, leading to more stable but slightly higher pricing structures.
Supplier Structure (Manufacturer vs Trader)
Another often overlooked factor is who you’re actually buying from.
In some regions, the market is dominated by traders or distributors. In others, buyers have direct access to cone crusher parts manufacturers.
That said, working directly with a manufacturer often results in a more competitive cone crusher parts price 2026, especially for bulk orders or customized requirements.
Regional Price Comparison (2026)
| Region | Price Level | Key Advantage | Potential Risk |
|---|---|---|---|
| Asia (China, etc.) | Low – Medium | Cost-effective, flexible supply | Quality inconsistency |
| Europe | High | Stable quality, strong standards | Higher cost |
| North America | High | Fast delivery, local support | Limited customization |
| Middle East / Africa | Medium – High | Strong demand, availability | Import cost impact |
Practical Insight
At the end of the day, regional price differences are only part of the equation.
What really matters is:
- Cost per ton
- Wear life
- Downtime risk
Many buyers focus only on the initial cone crusher parts price, but in real operations, the total cost is determined by how long the parts last and how often you need to replace them.
Takeaway
If you’re sourcing cone crusher parts globally in 2026, don’t just compare prices on paper.
Look at the full picture:
- Landed cost (including shipping and duties)
- Material quality and wear performance
- Supplier reliability
In practice, buyers who balance cost and performance usually achieve better long-term results than those who simply choose the lowest quote.
Final Thoughts: How to Choose Based on Price (Not Just Cheap)
The core message of this guide is simple: price is not cost. What you pay per unit is just one variable in an equation that includes wear life, downtime, change-out labor, and the compounding effect of unplanned stops on your entire operation.
In the end, the cheapest quote rarely wins in real operations. The buyers who come out ahead are the ones who’ve built relationships with suppliers who understand their specific application — and who measure every purchasing decision against cost per ton, not cost per piece.
The process looks like this: identify two or three serious candidate suppliers, request material certificates, run trials in parallel if possible, track wear data, and make your volume commitment based on results rather than promises. It takes more time upfront. It saves considerably more over the following year.
Your goal isn’t the lowest price. Your goal is the best-performing wear parts at the best real cost for your application. Those two things are often not the same supplier.
Where to Source Cone Crusher Parts at the Right Price
Finding a supplier who can actually back up their material claims — and deliver consistently — is harder than it sounds. One manufacturer worth looking at is GUBT (gubtcasting.com), a Chengdu-based crusher parts specialist with over 25 years of foundry experience.
What sets them apart from typical traders is that they operate as a direct manufacturer with in-house capabilities that matter: 3D scanning and reverse engineering for exact fitment, FEA and DEM simulation for liner optimization, CNC machining, and a dedicated manganese steel analysis lab. That last point is particularly relevant if you’ve ever received a batch of “Mn18Cr2” parts and wondered whether the heat treatment was actually done right — GUBT can show you the analysis, not just tell you.
Their catalog covers the full scope of cone crusher wear parts — mantles, bowl liners, concaves — alongside spare parts for jaw crushers, VSI, HSI, and screening equipment. Over 40,000 standardized parts are available for global supply, which matters when you’re working on lead time.
A few things they offer that are genuinely useful for international buyers:
- Trial batch support — they’ll work with you on initial testing before you commit to volume
- Cost-per-ton analysis — their engineering team can help you evaluate wear life against your specific application
- Blind drop-ship service — for distributors managing their own brand, GUBT handles privacy-protected direct shipping
- Customer portal with order tracking and annual usage reporting for data-driven procurement
If you’re comparing suppliers and want a quote grounded in application data rather than a generic price list, you can reach them directly at gubtcasting.com or via info@gubtcasting.com.
FAQ
Q: How much does a cone crusher mantle cost in 2026? A cone crusher mantle typically costs between $800 and $4,500 in 2026, depending on crusher size, material grade, and whether it’s OEM or aftermarket. For large mining applications, custom alloy mantles can exceed $6,000. Price alone means little without knowing wear life in your specific application.
Q: What is the price of cone crusher concave parts? Cone crusher concave prices in 2026 range from $600 to $3,800 per set for standard sizes. Premium alloy concaves for hard-rock mining applications can run $2,500 to $5,500 or higher. The concave and mantle are often bought as a matched pair — some suppliers offer combined pricing.
Q: What is the difference between OEM and aftermarket cone crusher parts price? OEM cone crusher parts are typically 40%–80% more expensive than quality aftermarket equivalents. Most operations use aftermarket parts without sacrificing performance, provided the supplier uses proper material grades and heat treatment. For precision structural components, OEM may justify the premium; for wear liners, quality aftermarket is usually the practical choice.
Q: Which material gives the best cost per ton for cone crusher liners? For most applications, high manganese steel (Mn18Cr2 or higher) offers the best balance of price and lifespan. In highly abrasive conditions like granite or iron ore, alloy steel liners often deliver better cost per ton despite higher upfront pricing. The right answer depends on your specific rock type, crusher setting, and throughput targets.
Q: How often do cone crusher mantles and concaves need to be replaced? Under typical quarry conditions, mantles and concaves last 4–12 weeks. In heavy mining with hard abrasive rock, service life can drop to 2–4 weeks. Proper material selection and feed conditions are the biggest variables. Many operations track wear via regular dimensional checks rather than fixed time intervals.
Q: Can I use aftermarket cone crusher parts on Sandvik or Metso crushers? Yes — the majority of crusher operators worldwide use aftermarket wear parts on Sandvik, Metso/Nordberg, Terex, and other OEM machines. The key requirement is that the aftermarket part meets the correct dimensional specification and material grade for your model. A reputable aftermarket manufacturer will cross-reference your crusher model and confirm fit before supplying.
Academic & Market Research
- SME (Society for Mining, Metallurgy & Exploration): Cite their research when explaining the impact of “Crusher Liner Wear Life Optimization” on operational costs.
- Global Market Insights – Crushing Equipment Report: Use this as the source for your “2026 Market Trends” to show your price predictions are based on global economic data.
Latest Insights

Jaw Crusher Parts Price 2026: Jaw Plates, Cheek Plates & Liners

How to Choose a Cone Crusher Parts Manufacturer? (2026 Expert Guide)

How to Choose the Right HSI Crusher Parts Manufacturer (Blow Bars, Impact Plates & Rotor Parts Guide)
